板厚の共通化による溶接工数削減のポイント
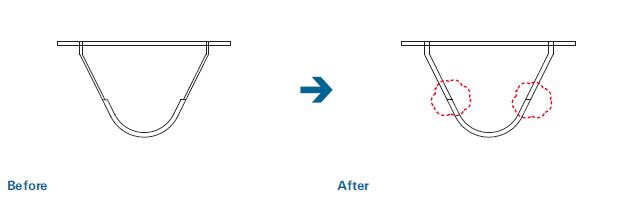
Before
図のようにホッパーとケースの板厚の違うことにより、溶接部が段付きになり、溶接量が多くなっています。そのため、溶接加工の工数は増加してコスト高の設計となっております。
After
溶接部が段付きになることを極力控えることにより、溶接工数を削減することができます。段付き部減らす簡単な方法として、ホッパーとケースの厚みを合わせることがあげられます。したがって、機構上問題が無ければ、ホッパーとケースの板厚を合わせて、溶接の手間を抑えることで簡単にコストダウンを図ることができます。